3Dプリンター(10) ― 2015年12月22日

Skeleton3D
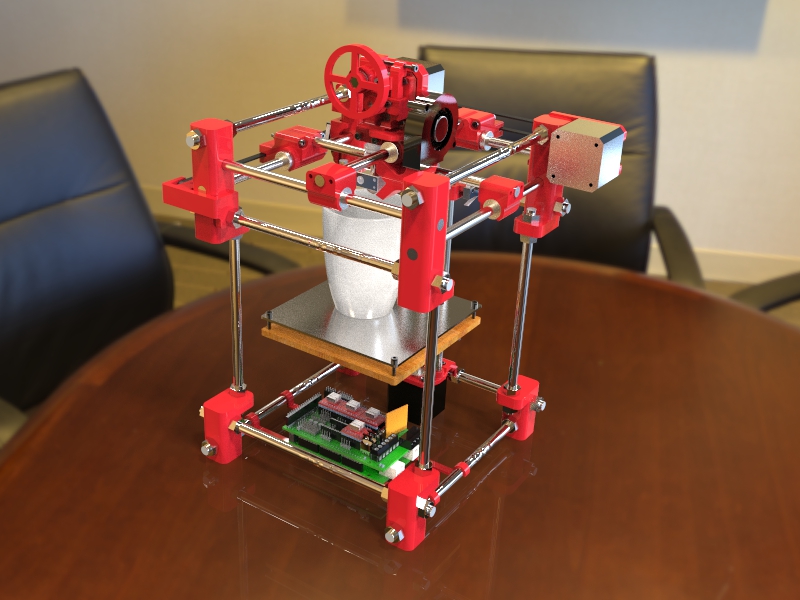 少し前に見つけたのですが、最近になって思い出してパーツを検討してみました。作製者と同じサイズというわけにはいきませんが、モノタロウや近所のホームセンターで販売している定尺物と言われる285mm長の両切りボルトを使用して作製が可能なことを確認しました。両切りボルトとプラパーツをナットで固定してゆく設計です。市販パーツの組み合わせやパーツの入手性で寸法を自由にできるところが自作の良いところです。ベッドはだいたい150mm x 150mm x 150mmといったところで印刷可能領域はもう少し少なくなります。プリンター全体で30cm四方あれば設置できる大きさです。
少し前に見つけたのですが、最近になって思い出してパーツを検討してみました。作製者と同じサイズというわけにはいきませんが、モノタロウや近所のホームセンターで販売している定尺物と言われる285mm長の両切りボルトを使用して作製が可能なことを確認しました。両切りボルトとプラパーツをナットで固定してゆく設計です。市販パーツの組み合わせやパーツの入手性で寸法を自由にできるところが自作の良いところです。ベッドはだいたい150mm x 150mm x 150mmといったところで印刷可能領域はもう少し少なくなります。プリンター全体で30cm四方あれば設置できる大きさです。
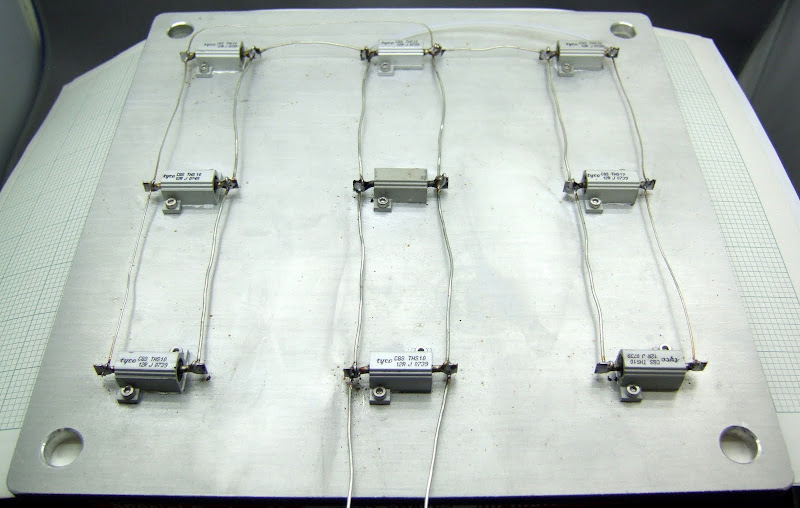 140 x 140mmのヒートベッドはあるようですが高いです。150 x 150mmサイズのヒートベッドはありませんのでとりあえずなしということで作製してみることにしました。この部分は後からでもメタルクラッド抵抗を使ったヒーティングでも考えようと思います。ヒートベッドは電気を食いますので電源容量を考慮しなければいけませんので後回しにします。
140 x 140mmのヒートベッドはあるようですが高いです。150 x 150mmサイズのヒートベッドはありませんのでとりあえずなしということで作製してみることにしました。この部分は後からでもメタルクラッド抵抗を使ったヒーティングでも考えようと思います。ヒートベッドは電気を食いますので電源容量を考慮しなければいけませんので後回しにします。
- Thingiverseに必要なパーツリストやstlファイルがあります。
 制御系はRAMPS互換でATmega2560が乗ったMKS Gen v1.2シングルコントロールボードを予定しています。シングルボードの制御基板はMKS baseやGT2560などほかにもありますが値段でMKS Gen v1.2にしました。シングルボードコントローラーでRAMPS互換であれば1枚のボードですっきりとまとめられます。(亀の子にならない)ステッピングモータードライバーやLCDコントロールボードはRAMPS1.4と同じものが使用できます。ファームウエアも同様にMarlinFirmeareが使用できます。Arduino MEGA 2560 R3 + RAMPS1.4の組み合わせより若干コスト高になり、基板サイズが143 X 84mmと若干大きく(Arduino MEGA 2560 R3は101 x 53mm)なります。skeleton3Dのサイズでも十分に取り付けが可能で、冷却ファンを使いたくないのでステッピングモータードライバーは発熱の少ないDRV8825を使用します。電源は移動、可搬性を重視してxbox用の350W ACアダプターを使用します。
制御系はRAMPS互換でATmega2560が乗ったMKS Gen v1.2シングルコントロールボードを予定しています。シングルボードの制御基板はMKS baseやGT2560などほかにもありますが値段でMKS Gen v1.2にしました。シングルボードコントローラーでRAMPS互換であれば1枚のボードですっきりとまとめられます。(亀の子にならない)ステッピングモータードライバーやLCDコントロールボードはRAMPS1.4と同じものが使用できます。ファームウエアも同様にMarlinFirmeareが使用できます。Arduino MEGA 2560 R3 + RAMPS1.4の組み合わせより若干コスト高になり、基板サイズが143 X 84mmと若干大きく(Arduino MEGA 2560 R3は101 x 53mm)なります。skeleton3Dのサイズでも十分に取り付けが可能で、冷却ファンを使いたくないのでステッピングモータードライバーは発熱の少ないDRV8825を使用します。電源は移動、可搬性を重視してxbox用の350W ACアダプターを使用します。
3Dプリンター(11) ― 2015年12月27日

仕上げ工程
ネットを検索していて見つけました。「3Dプリンターで出力したABSオブジェクトを劇的に滑らかにする方法」で紹介されている方法です。素材はABS素材に限られますが、たった10分で表面がツルツルに仕上がります。
手順です。
- アセトンを広口のガラス瓶に少量入れ、ヒートベッドにのせ90度に温めます。
- ガスが発生したら、ABS素材をアセトンに直接触らないように瓶に入れます。針金などで吊り下げるように細工をするとまんべんなく綺麗に仕上がります。
- 約5分~10分、様子を見ながら待ちます。
(注)アセトンのガスを吸い込まないように換気に注意してください。
(注)アセトンは可燃性です。火気には十分注意してください。 - 瓶から取り出し、よく乾燥させます。
細かな細工のあるものは早めに切り上げてください。細工がぼやけてしまいます。最終仕上がりは試行錯誤で取り出す時間を決めてください。
また、積層ピッチは粗めのほうが積層筋が消えて綺麗に仕上がります。
最近のコメント